
Belgian-based Sioen specialises in technical textiles and professional protective clothing. Spread across 20 countries and 22 production centres, the company produces yarns, fabrics, non-wovens, colour solutions, coated textiles and garments for various applications worldwide. The logistics department recently gained enormous efficiency thanks to a well thought-out automation project, with a starring role for Banner Engineering's PTL110 (Pick-to-Light), distributed by Turck Multiprox from Aalst.
At the business park in Mouscron, it is immediately clear that the company is an absolute global player. Filiep Vanwymelbeke is Logistics Director of Sioen Apparel, the distribution centre of Sioen Industries. He says: 'Sioen employs around 5,000 people worldwide and has been owned by the family of the same name since 1960. Today we have a turnover of around EUR 700 million. The common thread running through our activities could be defined as 'technicality'. We do not shy away from a challenge: the more difficult, the better we like it. This certainly applies to the many types of protective clothing we produce. This involves more than 3 million pieces a year. These protect firefighters, police, factory workers, ambulance workers, soldiers, welders, tree workers, pilots and fishermen, among others - in short, anyone working in a potentially life-threatening situation.'
The logistics department was festively opened in 2001 next to the spinning, weaving, coating and extrusion department in Mouscron. Here we stock and ship clothing and related accessories such as knee pads and helmets. Sioen Apparel accounts for a turnover of EUR 190 million.' 
'Those goods are transported worldwide from our production sites to here, after which we process and prepare them for stocking, picking and shipping to customers. The products are delivered in boxes on pallets as standard. '
'Obviously, fast and efficient order processing is very important. However, there were some working points there, both inbound and outbound. If I discuss our inbound first, the lion's share of the work used to be done manually, the only thing that moved was the forklift truck, so to speak. Each pallet was brought to the employee, who placed the products one by one on their fixed pallet location after scanning. That location was also always reserved for that product, whether we had it in stock or not. A truck was then processed by four to five men at five hours. '
'On the outbound, employees were given a picking list per customer, where they would go down the warehouse to collect their pieces. Afterwards, that process started again. It might already be clear that this way of working was not very efficient. So we started looking for a system to address both inbound and outbound challenges. The answer lay in a brand-new, high-performance WMS system from the company C&W Logistics, combined with a well thought-out automation via a pick-to-light system from Banner Engineering, manufacturer of, among other things, photocells, signal lamps, etc. and a partner of Turck Multiprox for more than 30 years. We worked out the logistics structure in cooperation with Logflow, and for the integration of the pick-to-light system we called on the company Easy Systems from Geel in cooperation with MV Automation from Gierle. '
'The new inbound system is easy to explain. The incoming pallets from the various departments are unloaded downstairs and placed on the conveyor box by box. The boxes then pass through the detection area of our scanners that read the labels. Depending on the content, they are then taken towards one of the six conveyors. If the label is illegible, the box is placed on a 'reject conveyor' for manual processing.
' 'At the end of the six conveyors, an operator scans the box, the WMS system will immediately indicate via the pick-to-light system via a green light on which pallet the box belongs. The operator places the box on the pallet and finally manually points his action at the PTL with a simple push of a button. The PTL's 3-digit display then shows the number of boxes on the pallet.
So it is in fact a put-to-light (which creates SKU-reine palettes), rather than a pick-to-light system. Importantly, there are multiple statuses that we can indicate via the PTL. Besides green, it can also be a red signal if the operator forgot to log off the previous action on the PTL. There is also a purple signal indicating that it is a mixed pallet destined for quality control. Finally, the PTL lights up blue if the pallet is complete and may be taken away.' 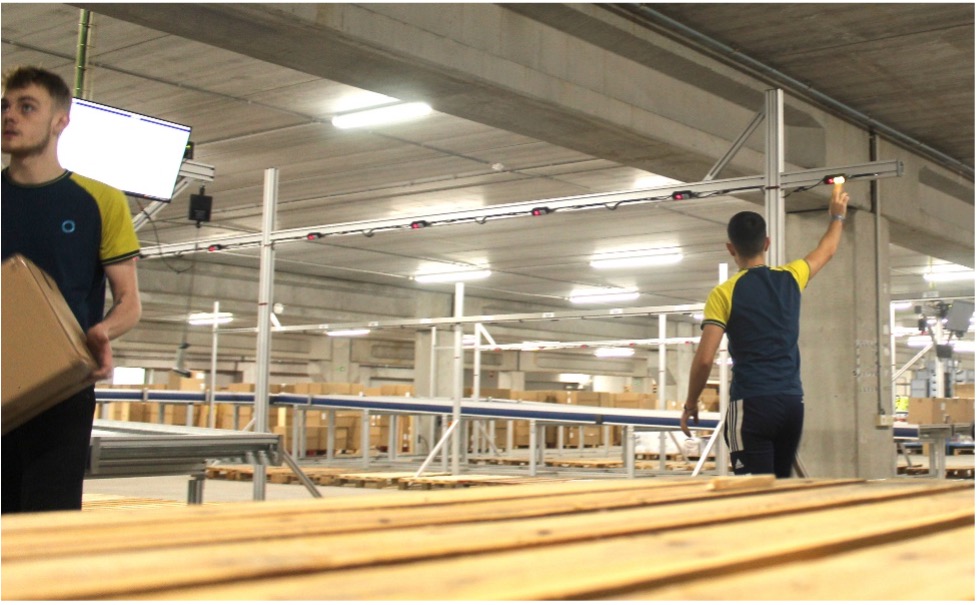
'Thanks to PTL, the error rate in inbound has become virtually zero. It really is foolproof. Moreover, the walking distance today is a maximum of 6 metres for a product, so we work much more efficiently. From the 5 employees who needed 4-5 hours for a truck, we evolved to 3 employees who need a maximum of 2-3 hours. This allows us to use our workers for other tasks.'
'On the outbound, too, the PTL system represents added value, although the set-up here is different. On the outbound PTL, two goods flows come together. First, there are the full boxes that contain only one product. The second flow involves detail pick boxes, which contain a variable, rich mix of different products. These boxes - thanks to a Ranpak machine - are variable in height, depending on their contents. Both flows converge on the outbound conveyor. This is where the PTL story starts all over again. The employee scans in the box and the WMS system decides - depending on the customer/transporter - which target pallet each box should go to. In this case, there are 19 PTL points, each designating one target pallet location. Thus, the most optimal approach can always be created : orders are collected according to destination, carrier, quantity and type of shipment. Again, simple colour signals on the PTLs indicate the location. We are particularly satisfied with this working method and are considering doubling the number of outbound PTLs, allowing even more customers and carriers to be served simultaneously.
'To create a streamlined operation, communication between Banner Engineering's PTLs and the WMS is obviously very important, explains Hans De Craemer, Marketing Manager of Turck Multiprox. 'All PTLs are connected to the TBEN-S multiprotocol I/O modules of our parent company Turck. These are equipped with ARGEE as standard - i.e. free of charge. This is a web-based configuration software that turns each multiprotocol I/O module into a small controller. The PickIQ programme runs on these TBEN-S modules, making communication with the WMS platform very easy to configure. Operating on standard communication protocols (ModBus registers), the ARGEE software thus forms the bridge between the PTLs and the WMS. IT staff therefore do not need to have any knowledge of automation software to configure functions in the PTLs. Pick-IQ is a serial bus protocol that uses a common ID to avoid the typical 'latency' or delay - which results from querying multiple devices. As a result, the system also works without delays during busy periods.' 
'The PTL110 lends itself perfectly to this type of application and is also very versatile, which is nicely demonstrated here by its dual use in the inbound and outbound system. The multifunctional indicators with touch button options, optical sensor and 3-digit display clearly indicate what needs to be done or how many boxes are on a pallet. Fast response times and flexible installation options are additional strengths of these PTL110 systems. This makes it perfectly possible to easily adapt and expand the installation. The M12 connector cables ensure quick and safe installation of multiple devices. Furthermore, the indicator can display up to 14 colours, combined with multiple animation functions to distinguish different conditions.' 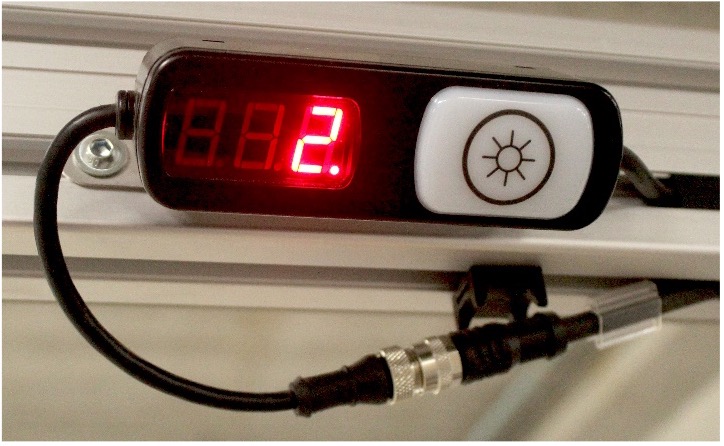
Vanwymelbeke concludes: 'I could list other interesting options, but this project proves enough : the speed, productivity and quality gains speak for themselves. '